香港柴湾利众街12号蚬壳工业大厦1楼
+852-2558-0181
sales.hk@pfc-device.com
PFC新发展模式SMAF-A封装产品,适用于手机充电器和电源应用网络&通信需要开发...
弯曲引线时,为避免引线进入塑料体的区域受力过大,使用工具夹住包装和弯曲点之间的点。 弯曲不当会损坏模具,导致电气特性下降或可靠性问题,例如耐湿性差。引线弯曲有一些规则:
1.引线应牢固地夹在弯曲点和塑料体之间。 推荐的最小距离如下图:对于 DO-41、DO-15、外壳,X = 2 mm。对于 DO-201AD 外壳,X = 3 毫米。对于 R-6 外壳,X = 4 毫米。
2、不要夹在胶体上,成型工具不要损坏引线或胶体。3.引线只能弯曲一次,弯曲角度不得超过90℃4. 在将它们固定到 PCB 或散热器之前,必须先形成引线。
散热器的安装面应无异物和金属屑,并有足够的平整度和光洁度可与二极管封装背面相媲美。 不要从背面(散热器)搞砸设备并从正面拧紧装置(带有标记)。 确保在将设备安装到散热器时,过大的扭矩可能会导致设备的机械故障或可靠性问题。(例如电气降级…..)。 另请注意,扭矩不足会导致传热效果不佳。
与我们的封装相对应的推荐安装孔、螺钉和安装扭矩如表所示。
导热化合物(润滑脂)促进设备和散热器之间的界面热传导。推荐的化合物是亲水性油基。 应用时,化合物应均匀分布在整个接触区域的一个非常薄的层。
我们数据表中的接触热阻 Rthj-c 是根据推荐的安装扭矩定义的和导热化合物。
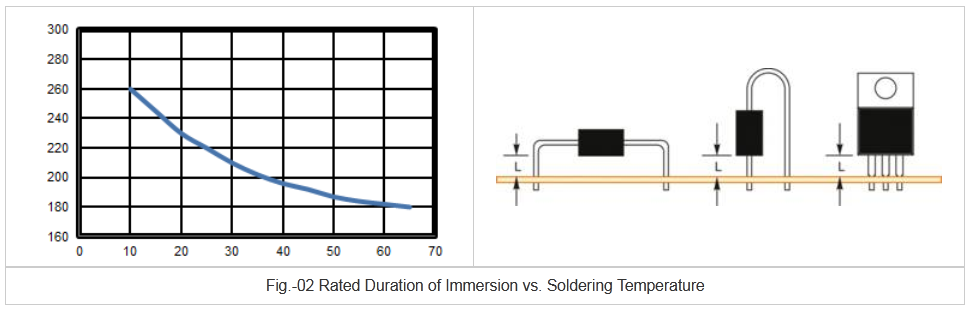
在以下所示的条件下进行耐焊接热试验。 焊接应该是在最短的时间内在尽可能低的温度下完成。
温度。 = 260 ℃(最大值)持续时间 = 10 秒(最长)
图-02 显示了塑料二极管的浸渍持续时间与焊接温度额定值的关系。
手工焊接的一般要求如下:1. 使用最大 40 瓦的烙铁,接地或具有高绝缘电阻。2. 烙铁头远离任何塑料体。3. 附着应在不超过 3 秒内完成。
再次确保不要对设备施加过大的机械应力,因为将设备粗略插入通孔,或焊接后手动重整引线。
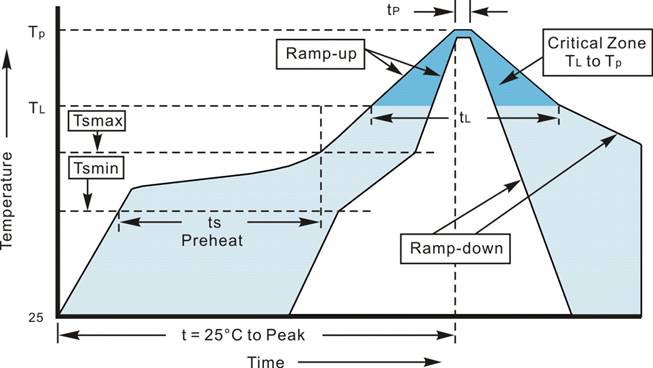
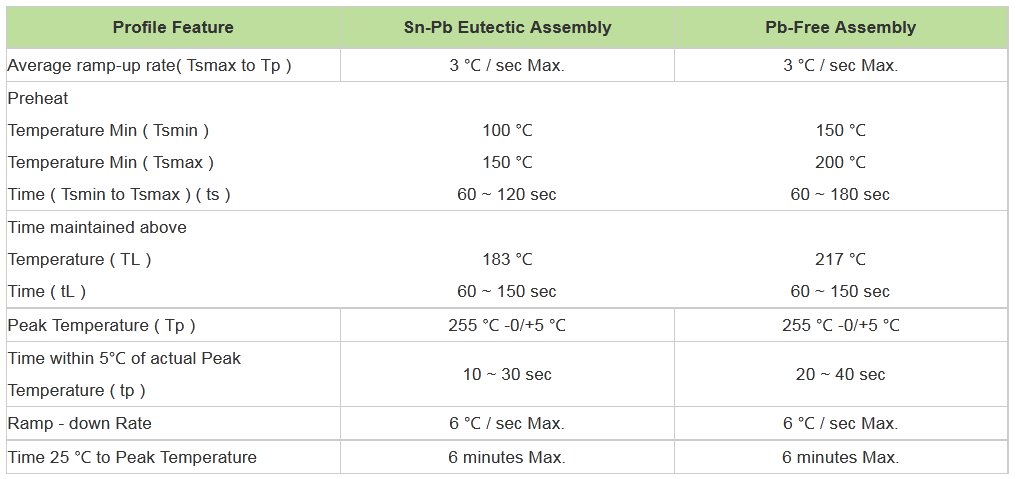
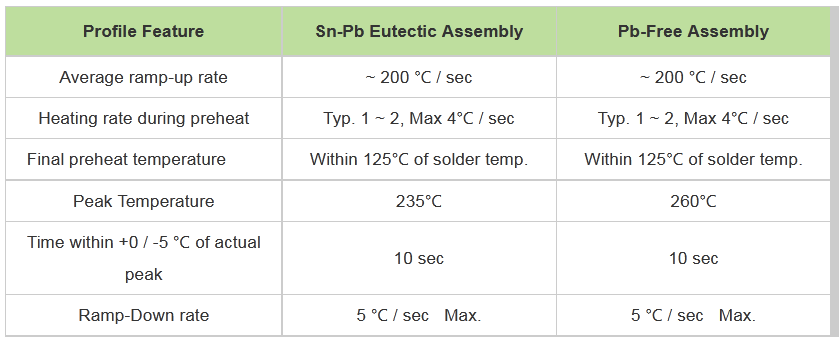
4.1.表面贴装器件的回流曲线
表格形式的回流曲线
确保电器产品在使用前可以长时间存放,我们建议的仓库存放条件为:
温度 = 5℃ ~ 30℃湿度 = 45 ± 25%